Ceramic Filters
For many years Drache (Germany) has been a well known, high-quality manufacturer of ceramic foam filters. The steady improvement and further development of our filters have made Drache a leader for metal filtration world-wide! We proudly stock and sell ceramic filters from our Milton ON. location.
We service the Canadian Aluminum and Foundry industries by supplying ceramic foam filters from our partner company and by producing our own line of cast house consumable products.
Associated products such as;
– Precision precast refractory shapes such as thimbles, transition plates, spouts, control rods, filter boxes and troughing.
– Boron Nitride Coatings
– Refractory Repair Materials such as Moldable and Ceramic Paste.
Other parts supplied by Drache include parts made from Silicon Nitride, Aluminum Titanate, and Calcium Silicate materials as well as Preheating Systems for Ceramic Foam Filters.
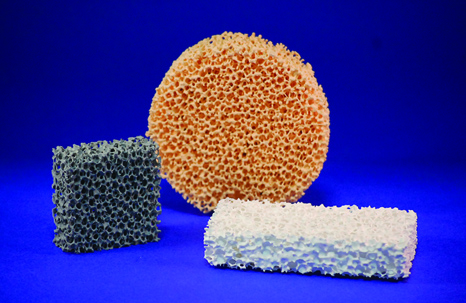
Why use Ceramic Foam Filters?
The use of ceramic foam filters has three main advantages: Steadying of the turbulent flow of metal: -homogeneous filling of the mould -less erosion -lower formation of oxides inside the mould Removal of inclusions, therefore: -better surface quality -better mechanical properties -lower rejection rate Furthermore, a simplified down sprue-runner gating system can be adapted because no more slag trap or change of runner between cope and drag is needed to get clean metal with a calm, laminar flow.
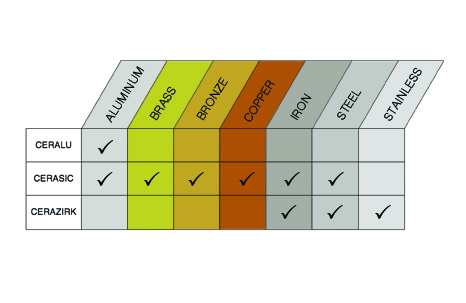
Ceralu Filters (Aluminum)
Drache offers SiC filters in all common sizes starting from 1.5×1.5×0.5” up to 26x26x2” and 28x24x2”. Filters sized 6×6” and larger are recommended to be used in thickness 1.25” or 2”instead of the common thickness of 7/8”. 1.25” thick filters have the advantage that the bending strength is significantly higher than that of 7/8” thick filters. Therefore the filters can also be used for larger castings or longer casting times. Custom tailored solutions (e.g. conical shaped filters) are available on request. Drache offers its Al2O3 ceramic foam filters in the porosities PPI 10, 20 and 30, finer porosities up to PPI 60 are available on request. The choice of porosity depends on the grade of cleanness, which should be achieved. Commonly, PPI 10 or PPI 20 is used in a daily production, as these porosities offer a good relation between filtration capacity and filtration efficiency. For casting with very high demands on mechanical strength and/ or surface appearance (e.g. for automotive applications), the use of PPI 30 filters may be recommended.
Choosing the right size of a Ceramic foam Filter
The following two basic rules are valid for ceramic foam filter in aluminum casting applications: Filter capacity: approx. 14.2-28.4 lb/in2 Casting speed: approx. 0.7- 1.42 lb/in2*s
It is recommended designing the runner-gating system as shown in Picture 1:
While adding the filter print to the mould plate, the filter seat has to be sized correctly to prevent filter breakage while casting. It is recommended to have a filter size of approx.. 1/5” for filters up to 3×2”, filters up to 4×4” need 1/3“ of filter seat while filters larger than 4×4” need approx. ½” filter seat. Filters up to 4×4” can be positioned vertically or horizontally inside of the mould/runner, larger filters should be positioned horizontally only. It is not recommended to position the filter at the bottom of the downsprue, as the risk of filter breakage is significantly increased. When ceramic foam filters are used, it is recommended to use a “pressure-free” casting system, to prevent re-oxidation of the molten Aluminum while casting.
Please note: All the information above should be considered as a guideline, not as guaranteed.
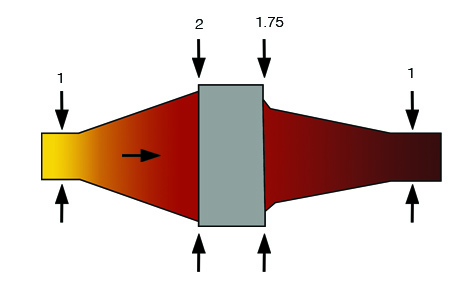
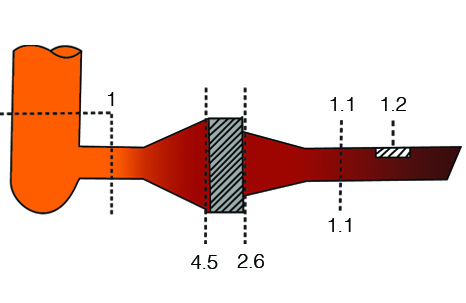
Picture 1: Design of the downsprue-runner-gating system
Drache offers SiC filters in all common sizes starting from 1.5×1.5×0.5” up to 6x4x1.25” and 6x6x1.25” mm. Filters sized 6×4” and 6×6” are recommended to be used in thickness 1.25” instead of the common thickness of 7/8”. 1.25” thick filters have the advantage that the bending strength is significantly higher than that of 7/8” thick filters. Therefore the filters can also be used for larger castings or longer casting times. Custom tailored solutions ( e.g. conical shaped filters ) are available on request. The listed porosities below are used most widely: PPI 10: Grey and Spherical Iron PPI 20: Spherical Iron and casting with a very high demand on quality PPI 30: Malleable Iron and castings with an extremely high demand on quality. Choosing the right size of a Ceramic foam Filter The following two basic rules are valid for ceramic foam filter in iron casting applications: Filter capacity: 7.1 – 14.2 lb/in2 for In-Mould Spherical, Ni-Ressist and SiMo 14.2-28.4 lb/in2 for Spherical Iron 28.4-56.8 lb/in2 for Grey and Malleable Iron It is recommended designing the downsprue-runner-gating system as shown in Picture 1: While adding the filter print to the mould plate, the filter seat has to be sized correctly to prevent filter breakage while casting. It is recommended to have a filter size of approx.. 1/5” for filters up to 3×3”, bigger filters need 1/3 – 1/2 “ of filter seat. Filters up to 4×4” can be positioned vertically or horizontally inside of the mould/runner, bigger filters should be positioned horizontally only. It is not recommended to position the filter at the bottom of the downsprue, as the risk of filter breakage is significantly increased. For very large castings or directly poured castings ( filter placed inside a pouring feeder) it is recommended to use filters made from ZrO2, as their strength is significantly higher and therefore can take a higher load. Please note: All the information above should be considered as a guideline, not as guaranteed. Picture 1: Design of the downsprue-runner-gating system Cerasic FIlters (Iron and Non-Ferrous)
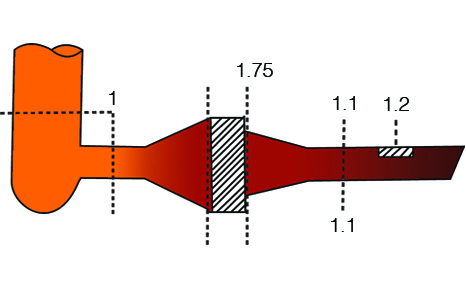
Drache’s ZrO2 filters are suitable for all kind of steel alloys (incl. stainless, low-carbon and ultra-low-carbon steels) as well as Cobalt- and Nickel-based alloys. Filter sizes and porosities Drache offers ceramic foam filters made of ZrO2 in all common sizes, square filters between 1.5×1.5×3/4” and 6x6x1.25” mm as well as round filters sized D 1.5×3/4” up to D 7×1.25”. Custom-tailored solutions are available on request. Filter capacities The filter capacity for ZrO2 filters is usually between 21.3 and 35.5/in2. The filter capacity depends on the method of de-oxidation, type of pouring ladle used and type of alloy. In general, A de-oxidation gives cleaner metal than Zr or Ti de-oxidation. Bottom pour ladles are preferable to top pour ladles, as more slag is held back. Finally, most high alloy and stainless steels as well as high carbon steels are easier to cast than low alloy and plain carbon steels. Furthermore, Austenitic Mn-Steels usually cannot be cast using ZrO2 filters due to the low casting temperature. In case an additional secondary-metallurgical treatment is used (e.g. vacuum degassing or AOD converter), filter capacities up to 56.8 lbs/in2 may be reached. If vacuum melting and casting furnaces are used, the filter capacity can also be higher compared with the above data. It is recommended to design the downsprue-runner-gating system for conventional sand castings as shown in Picture 1: The (smallest) cross-section of the downsprue is set as “1” (=100 %), the filter entry should have approx. 4.5 times the area of the downsprue, the filter exit approx. 2.6 times the area. The following runner and gate should be 1.1 and 1.2 times bigger than the downsprue so the whole system is “non-ressurized”. While adding the filter print to the mould plate, the filter seat has to be sized correctly to prevent filter breakage while casting. As a general guideline, approx. 65-70% of the total filter surface can be actively used, the remaining surface should be used as filter seat. For example a 4x4x1” ZrO2 filter should have approx. 6/10” of filter seat on each side of the filter. Furthermore it is recommended to increase the casting temperature. Minimum casting temperatures are approx. 2,880 °F (1,520 °C) for high-alloyed and stainless steel, and 2,880 °F (1,580°C) for low-allowed and carbon steels. If possible, the pouring temperature for low-alloyed should be even higher, as those types of steel carry very little super-heat, so the heat-loss while priming the filter is relatively high. Please note: All the written above should be considered as a guideline, not as guaranteed. Additional guide lines for using filters on large castings are available on request. Picture 1: Design of the downsprue-runner-gating system Cerazirk Filters (Steel, Stainless Steel)